


|




| 外型尺寸 | 10*9.3 |
| 品牌 | 耀禹 |
| 貨號 | 1 |
| 用途 | 河道 |
| 型號 | GZM |
| 制造商 | 耀禹 |
| 是否進口 | 否 |
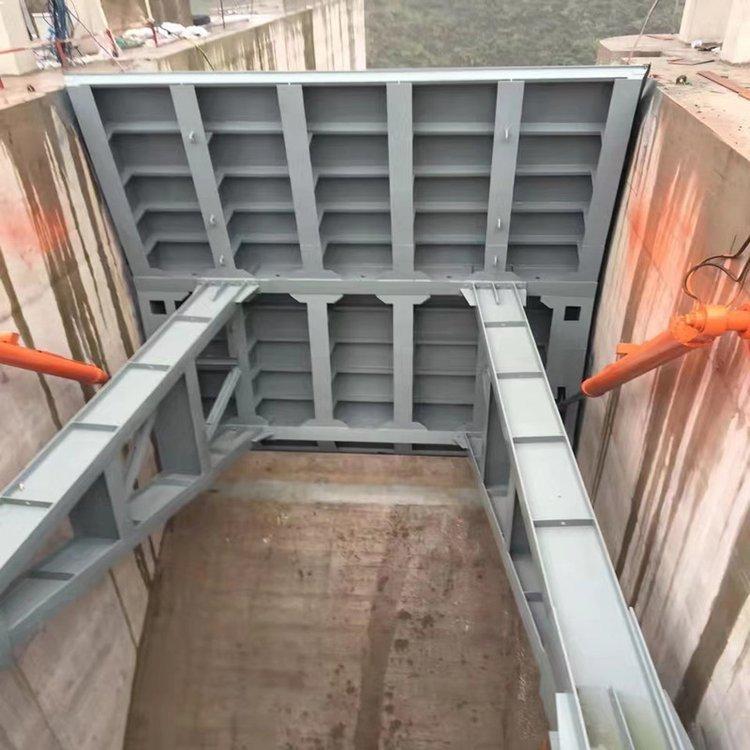
液壓驅動底軸旋轉鋼閘門(簡稱鋼壩門)由閘門門葉、底軸、支鉸座、液壓啟閉機、拐臂、穿墻裝置、鎖定裝置以及相應的埋件組成。鋼壩閘門的設計與應用, 在水利水電建設上,隨著我國城市用水、景觀建設及環境整治和灌溉、發電的需要,水閘和橡膠壩得到***的運用。
鋼壩門制作
鋼壩門制造工藝
鋼壩門底軸由支鉸座支承,底軸通過螺栓與閘門門葉剛性連接,門葉和底軸可繞支鉸座中心在90°范圍內旋轉。液壓啟閉機驅動拐臂旋轉,可使門葉和底軸沿支鉸座轉動,當閘門門葉旋轉至臥倒狀態后即為完全開啟,此時門葉面板與底板平行;門葉轉動至豎直狀態時,閘門完全關閉,從而實現擋水、自動溢流和泄水的功能。在閘門直立位擋水時,可通過液壓鎖定裝置對拐臂實施鎖定,閘門在旋轉時可在90°范圍內任意位置停住,當水流過時呈現瀑布景觀效果。

鋼壩門制造工藝流程
1、下料
根據圖紙尺寸,考慮刨削余量、焊接收縮計算下料尺寸,編排下料單。各梁腹板用CAD軟件套排料后在數控切割機上下料,翼緣板用多頭切割機下料,型鋼手工下料。面板四周邊緣均留適當工藝余量,半自動切割機下料。各梁及面板的對接焊縫用刨邊機刨出坡口。鋼板下料前***行外觀檢驗,然后用平板機矯平,各項技術指標符合設計和規范要求后方可進行劃線下料。切割面的熔渣、毛刺和由于切割造成的缺口用電焊修補并用砂輪磨平。各件均用油漆標明編號待組裝。
2、單件拼焊
單件拼焊包括主梁、邊梁、頂梁和面板拼焊,用工序圖說明單件拼裝焊接工序及工藝步驟。工序圖的內容包括:單件拼裝次序、焊后外形尺寸、焊縫位置尺寸、形位公差、焊接類別等。各梁單件組拼后經質檢員檢驗合格方可轉入焊接工序。各梁腹、翼板對接焊縫及面板對接焊縫均采用埋弧自動焊,腹、翼板連接角焊縫用埋弧自動焊在船型位置焊接。
3、焊縫檢驗
焊縫外觀檢查,首先焊工進行自檢,I、II類焊縫焊后打上焊工代號鋼印,班組質檢員進行復檢,復檢后填報“焊縫檢查記錄表”交給專職焊接質檢員進行專檢。所有焊縫均應進行焊縫外觀檢查。焊縫的內部質量檢查,一、二類焊縫內部質量檢查采用超聲波或射線進行探傷。
4、矯正
在翼緣板矯正機上調整、矯正翼緣板不平度。用火焰結合機械的方法矯正單個構件的彎曲度、不平度,彎曲度、不平度需符合DL/T5018規范的要求。
5、閘門門葉組拼
將拼接好的閘門面板放置在工作平臺上,分節位置點焊固定,并把門葉的邊緣進行加固,閘門門葉放線。
閘門門葉的組拼次序:
a. 門葉的主梁就位、點焊加固;
b. 門葉的槽鋼小梁就位、點焊加固;
c. 門葉邊梁就位、點焊加固;
d. 門葉頂梁就位、點焊加固;
e. 拼點筋板;
f. 閘門門葉的組拼質量檢查并做好記錄;
各構件拼裝就位,經專職質檢檢查符合要求后方可***加固點焊。加固點焊的長度為30~60mm左右,間距不超過150mm,加固點焊的焊縫高度控制在4~6mm。I、II類焊縫的加固點焊由合格焊工點焊,其他焊工不得隨意點焊。
6、門葉整體焊接
門葉的焊接在門葉拼裝平臺上進行,保持閘門門葉處于自由狀態。為了減少焊接應力和焊接變形,根據結構的特點和坡口型式,選擇合理的焊接順序,采取分段退步焊結合多層多道焊。焊接原則是從中間往兩邊、往四周擴散焊接,焊工位置對稱布置。焊接順序為:
(1)焊接邊梁后翼板與主梁后翼板的對接焊縫。
(2)焊接頂梁翼板、主梁后翼板的對接焊縫。
(3)焊接邊梁腹板與主梁腹板的角焊縫。
(4)焊接頂梁腹板與主梁腹板的角焊縫。
(5)焊接小梁與主梁腹板的角焊縫。
(6)焊接主梁與面板的角焊縫。
(7)焊接小梁與面板的角焊縫。
(8)焊接邊梁與面板的組合焊縫。
(9)焊接其他焊縫。
閘門整體角焊縫的焊接,以控制變形為主。
